
Cutting heat and cutting temperature profile
Cutting heat and cutting temperature is another important physical phenomena arising during the cutting process. Cutting the work donecan be converted to an equivalent amount of heat. In addition to a small amount of power cut heat dissipation around the surrounding media, the rest were passed in the tool, chip and workpiece, the temperature rise, causing deformation of the workpiece,speed up the tool wear. Therefore, the study of cutting heat and cutting temperature has important practical significance.
First. cutting heat generation and conduction
Cutting heat is by cutting the power shift came. As shown below,
including: thermal deformation work QP shear zone formation, thermal Qrf chip and the rake face friction work formed, machined surfaces and friction work formed the flank heat Qαf, therefore, there are three heat generating area during cutting. i.e. the shear plane, the chip and the rake face contact area, the flank contact areas of the machined surface, as illustrated, three heating zone corresponding to the three deformation zone. Therefore, the source of heat is cutting chip deformation work and the front and rear flank friction work.
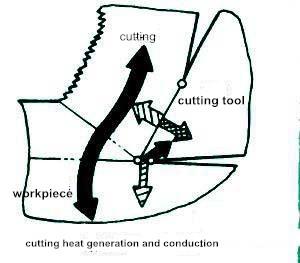
the total cutting heat generated Q, respectively incoming chip Q ch, cutting tool Qc, workpiece Qw and the surrounding medium Qr. Forming and cutting heat conduction relationship is:
![]()
When cutting plastic deformation of metal cutting heat is mainly composed by heat and shear deformation zone rake friction heat; brittle metal cutting flank friction is of more heat.
Second, the calculation of cutting temperature measurement
Despite cutting heat is the source of cutting temperature rise, but the direct impact of the cutting process is cutting temperature, cutting temperature generally refers to the average temperature of the cutting areaθ .
The deformation work, friction and heat conduction produced by the cutting area, can calculate the approximate temperature value of the cutting zone, Cutting temperature was caused by the cutting calories consumed by the formation of the total work.
The heat generated in unit time q is equal to the consumption of cutting power consumption Pm, see below.
The temperature rise value △θ caused by heat q, and material density p, related to the specific heat C, the relationship

Many cutting temperature measurement method, as shown below.
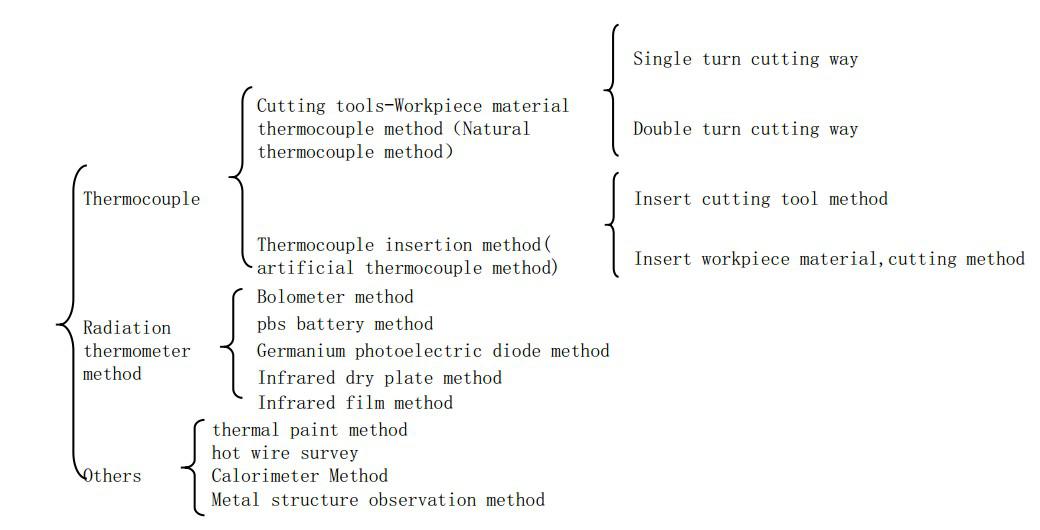
①Natural thermocouple method Natural thermocouple method is mainly used to measure the average temperature of the cutting area.
②Artificial thermocouple method Artificial thermocouple method is used for measuring tool, the specified point on the chip and workpiece temperature, the temperature distribution can be obtained by field position and the maximum temperature.
Third, the main factors affecting the cutting temperature
According to theoretical analysis and experimental research knowledge, the cutting temperature is mainly affected by by cutting q’ty, tool geometry, workpiece material, tool wear and cutting fluid influence, following these few main factors to be analyzed.
Analyze the impact of various factors on cutting temperature, mainly from these factors on the heat generated per unit time and the influence of heat from the start.. If the heat generated is greater than the outgoing heat, these factors will make the cutting temperature increases, certain factors make outgoing heat increases, these factors will reduce the cutting temperature.
- The influence of Cutting parameter
Cutting parameters are the main factors affecting the cutting temperature. By temperature experiments can identify influence of cutting parameters on cutting temperature. Usually on the lathe using temperature measuring device and cutting parameter to the influence of the cutting temperature, and can be organized into the following general formula:
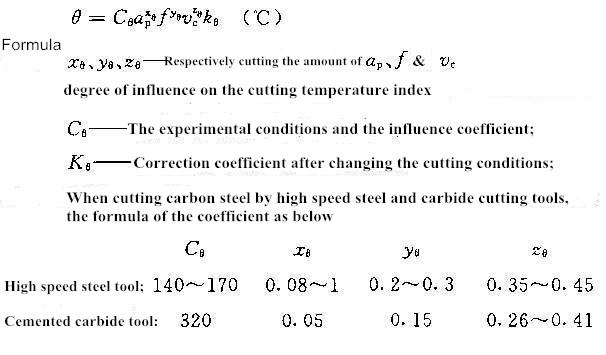
Cutting speed is the greatest impact on cutting temperature, with the increase in cutting speed, cutting temperature rising rapidly. Feeding effect on cutting temperature is not so big, and during the change of the AP power that the cutting tools and materials in the process of cutting tool occlusion, the heat dissipation area and the heat generated also changes accordingly, so little impact on cutting temperature ap.
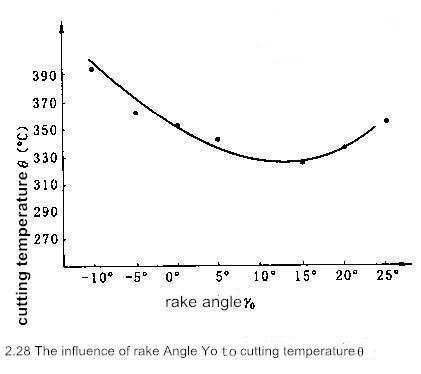
2 The influence of the cutting tool geometry parameter
Cutting temperature θ decreased by the cutting rake angle γo increases. This is because the former Angle increases, the unit cutting force drops, , reduce the heat cutting. However, the former angle is greater than 18 ° ~ 20 °, then reduce the influence of cutting temperature, this is because the smaller wedge Angle make the heat dissipation reduced volume. (see figure 2.28)
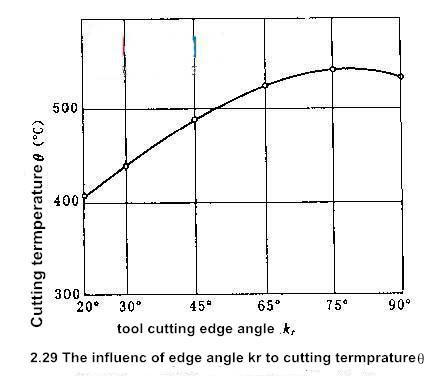
When the main angle Κr reduced hD increase the cutting width, cutting thickness hD reduced, so that cutting deformation and friction increases the cutting temperature. But after cutting width hD increases, cooling conditions improve. Because of heat plays a major role, so as to reduce the main angle kr, cutting temperature drop. Figure 2.29 is the declination Angle kr’s influence on the cutting temperature curve.
Negative chamfer bγ1 in the (0-2)f range, corner radius RE vary within 0-1.5mm range,generally does not affect the cutting temperature.
Because of the increase of negative chamfer width and corner radius, can make the plastic deformation increase of plastic deformation area,
but on the other hand both the tool can make cooling conditions improved somewhat outgoing heat is also increase, both tend to balance, so little effect on cutting temperature.
3 The influence of the workpiece material
The strength of the workpiece material (including hardness) and thermal conductivity effect on cutting temperature is great. By theoretical analysis,the unit is an important factor affecting the cutting force of the cutting temperature, and the strength of the workpiece material (including hardness) unit directly determines the force, so when the workpiece material strength (including hardness) increases, the cutting heat generated increases, cutting temperature.
The thermal conductivity of the workpiece material is directly affect the cutting heat.
- The influence of tool wear
After flank wear value reaches a certain value, the impact on cutting temperature would be increased; The higher cutting speed, the influence is more remarkable.Alloy steel strength, coefficient of thermal conductivity is small, so the impact of wear on the cutting steel alloy tool temperature is bigger than when cutting carbon steel
5 cutting fluid influence
Effects of cutting fluid to the cutting temperature and cutting fluid thermal conductivity, specific heat, flow, temperature casting methods and itself has a great relationship. From the thermal performance point of view, oil cutting fluid is not as good as emulsion, water-based cutting fluid is better than emulsion
Fourth, the impact of cutting temperature on the workpiece, tool and cutting process
High cutting temperature is the main reason for the tool wear, it will limit the productivity; Cutting temperature will reduce the machining precision, make the finished surface residual stress and other defects.
(1) cutting temperature of the workpiece material strength and cutting force of the impact
Although the high temperature during cutting, but the impact of temperature on the workpiece material cutting hardness and strength is not great; shear stress area is not very obvious.
(2) the influence of the cutting tool material.
Suitably increase the cutting temperature, to improve the toughness of cemented carbide is advantageous.
(3) Effect of the dimensional accuracy of the workpiece
(4) the use of automatic temperature control cutting speed/cutting feed
(5) the use of cutting temperature and cutting force control tool wear.
Langfeng metallic material Ltd undertake the mission”denefiting all under the heaven”,creating value for customers,help employees grow and help more people progress and development is our firm goal.We specialize in military new materials of rocket systems , coating materials, carbide, cermet cutting tools and development of raw materials, production and sales.Companies advocating green ideas, energy efficiency is the direction of the company, according to the needs of the company’s strategic development, the establishment of an industrial microwave division which is responsible for product development,and production sales.
Stay tuned for detailed product information company official website: http: //www.langfengmetallic.cn
Be the first to comment on "Cutting heat and cutting temperature profile"