
Climb milling cutter and milling technology
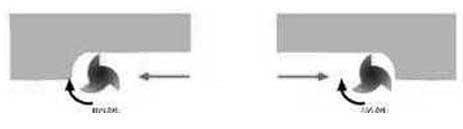
Viewing from the material feed direction, if the workpiece is located on the right side cutter feed direction, then the direction of feed called clockwise. Conversely, when the workpiece is on the left cutter feed direction, the feed direction is defined as counterclockwise. If the cutter rotation and material feed are in the same direction, called climb milling, as shown in the following left figure on the left cutter rotation and material feed are in the opposite direction, known as conventional milling, as shown on the right figure. When conventional milling, The chip thickness starts at zero thickness, and increases up to the maximum. The cut is so light at the beginning that the tool does not cut, but slides across the surface of the material, until sufficient pressure is built up and the tooth suddenly bites and begins to cut. This deforms the material, work hardening it, and dulling the tool. The sliding and biting behaviour leaves a poor finish on the material. For climb milling, each tooth engages the material at a definite point, and the width of the cut starts at the maximum and decreases to zero. The chips are disposed behind the cutter, leading to easier swarf removal. The tooth does not rub on the material, and so tool life may be longer. However, climb milling can apply larger loads to the machine, and so is not recommended for older milling machines,or machines which are not in good condition. This type of milling is used predominantly on mills with a backlash eliminator.
Climb milling, compared with conventional milling, the power consumption is reduced by 5% to 15%, leading to easier swarf removal. Generally,climb milling is adopted, in order to improve the surface finish of machined parts (lower roughness), to ensure dimensional accuracy. But when milling surfaces with hard layer,slag accumulation, unevenness, or rough forging machining, milling method should be used.
Be the first to comment on "Climb milling cutter and milling technology"